There are two parts. Firstly, measure the length of tool.Secondly, calculate the offset.
The steps are as follows.
- The first part is measuring the length of tool.
-
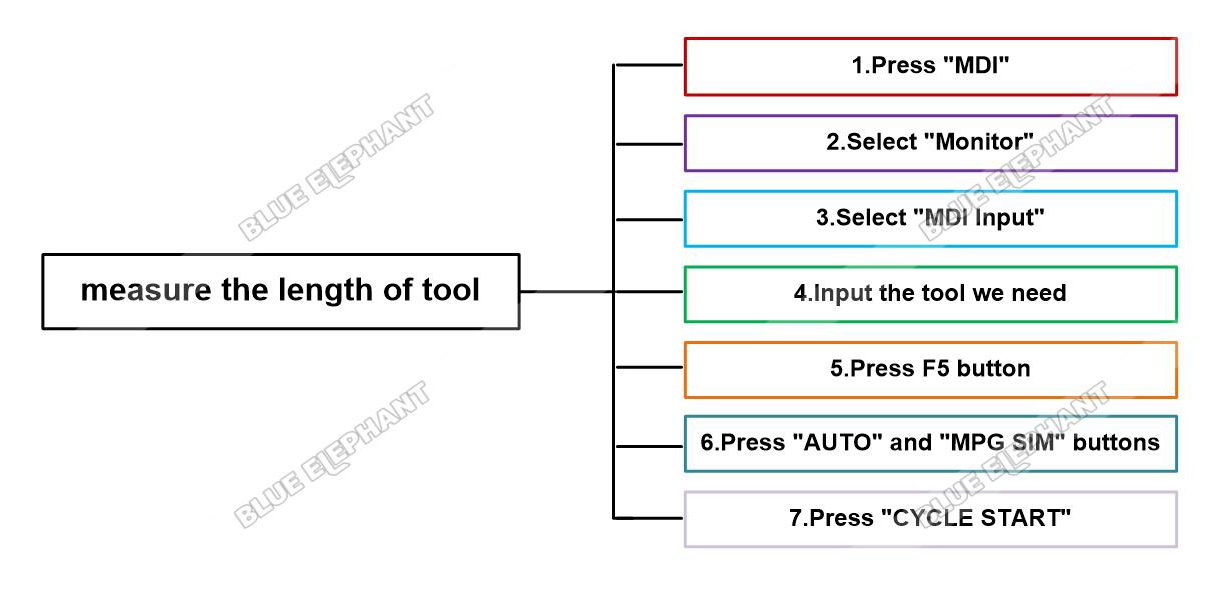
- Press “MDI”,enter MDI mode
- Select “Monitor”
- Select “MDI Input”
- Clear the date and input the tool we need
for example,we need 3 tools.Then we can input T1,T2,T3
- Press F5 button in the control panel.The function of this button is to measure the length of tool.
- Press “AUTO” and “MPG SIM” buttons. The “MPG SIM”button is an optional choice.If you are very familiar with the machine and program,there is no need to open this function.
- Press “CYCLE START” to measure.
- Press F5 button in the control panel after measuring was done.
- The second part is calculating the offset.
-
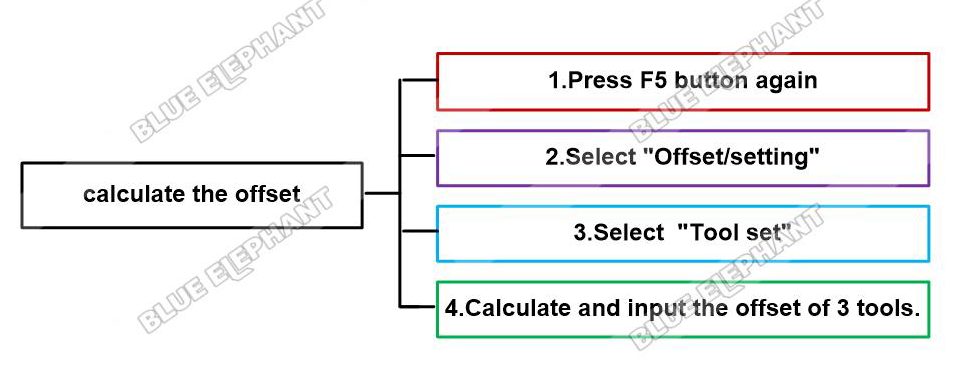
- After measuring,press F5 button again to close the function.
- Back to maintain interface.Select “Offset/setting”
- Select “Tool set”
- Calculate and input the offset of 3 tools.
- 4.1) If we use T1 to set the workpiece zero point,we need take value of T1 as standard reference.
- The Length(H) of T1 is “T1-T1”,
- The Length(H) of T2 is “T2-T1”,
- The Length(H) of T3 is “T3-T1”.
- (Be careful of the symbol.)
- 4.2) If we use T2 to set the workpiece zero point,we need take value of T2 as standard reference.
- The Length(H) of T1 is “T1-T2”,
- The Length(H) of T2 is “T2-T2”,
- The Length(H) of T3 is “T3-T2”.
- (Be careful of the symbol.)
- 4.3) If we use T3 to set the workpiece zero point,we need take value of T3 as standard reference.
- The same method as above.
- The video is as follow.













